Самое высококачественное и надёжное оборудование в процессе эксплуатации, рано или поздно, требует проведения ремонтных работ. Наша компания оказывает широкий спектр услуг по ремонту гидроцилиндров, различных станков, оборудования и его элементов.
Какие услуги могут быть предоставлены заказчику
Необходимый перечень выполняемых работ предварительно согласуется с заказчиком. В него могут быть включены восстановление и/или ремонт промышленных гидравлических цилиндров в целом и комплектующих элементов гидроцилиндра:
- поршня;
- штока и гильзы;
- проушин.
Наши услуги могут включать перечень традиционно выполняемых работ. Наша деловая репутация является для клиента гарантией высокого качества выполнения работ.
Восстановление штока гидроцилиндра осуществляется с использованием специальных антифрикционных, маслостойких металлополимеров. Достаточно часто неисправность удаётся устранить на месте. Для этого наши специалисты, проводящие восстановление гидроцилиндров, которых отличает высокий профессионализм и значительный опыт выполнения подобных работ, используют широкую линейку новых материалов Diamant германского производства. Они позволяют непосредственно на объекте заказчика восстановить зеркало гидроцилиндра и устранить имеющиеся локальные повреждения (царапины, каверны), провоцирующие утечку масла и падение давления.
Наиболее востребованные способы восстановления работоспособности гидроцилиндров
Повреждение зеркала происходит, чаще всего, случайными воздействиями механического характера, после которых остаются царапины. Второй основной причиной является попадание агрессивных веществ в рабочую жидкость, в результате действия которых на поверхности возникают изъязвления и каверны.
Восстанавливаем зеркальную поверхность гидроцилиндров и штоков с помощью металлополимеров, обладающих необходимыми качествами: точность до одного микрона (0,001мм) – прецизионный материал не дает усадки, длительная маслостойкость, отличные скользящие антифрикционные свойства, долговечность.
Ремонт отдельных царапин, задиров, каверн происходит в течение 1-3 дней в зависимости от количества повреждений.
Если повреждения на штоке носят множественный характер, можно по месту у заказчика или в нашей мастерской восстановить большие сегменты штока. Смотрите пример фото внизу на странице.
В случае ремонта зеркала гидроцилиндра, когда повреждения носят глобальный характер
или невозможно подобраться к поврежденным поверхностям из-за размеров цилиндра возможно полное восстановление всей поверхности зеркала . В этом случае ремонт займет больше времени, так как необходимо изготовление оснастки. Смотрите схему ниже — ремонт зеркала гидроцилиндра.
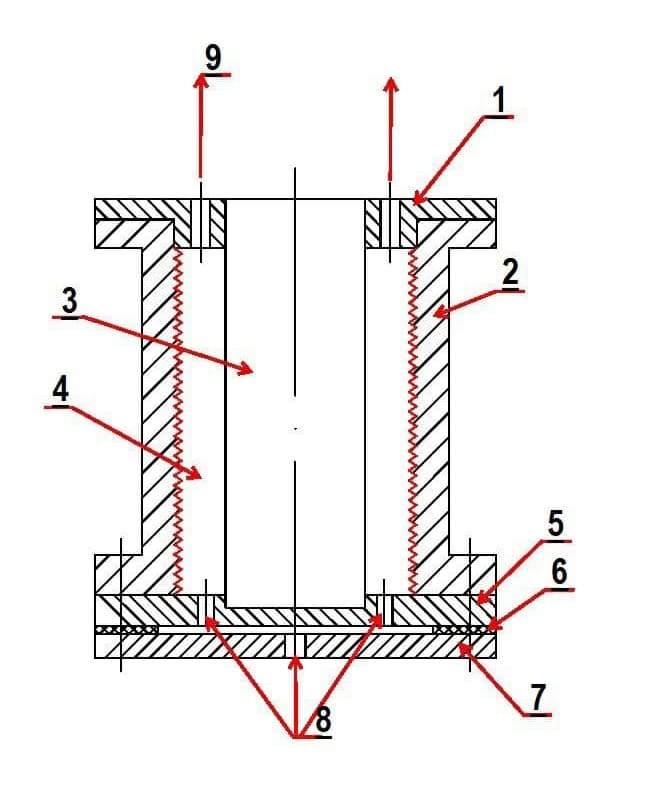
2.Корпус гидроцилиндра
3.Шаблон, повторяющий шток гидроцилиндра, или шток
4.Зазор, заполняемый текучим Moglice P500 #0296
6. Герметизирующая прокладка
7. Специально изготовленная шайба с отверстием для подачи моглайса
8. Отверстия для подачи моглайса
9. Отверстия для выхода воздуха и моглайса
Можно также расточить внутреннюю полость на 3-4 мм, увеличив внутренний диаметр. Затем использовать упомянутые выше металлополимеры для восстановления исходного размера внутренних рабочих поверхностей цилиндра.
Подобные работы могут осуществляться несколькими способами.
Независимо от выбора варианта ремонта, предварительно потребуется изготовить специальный шаблон со шлифованной поверхностью нужного размера, равной внутренней полости ремонтируемого гидроцилиндра.
- Первый вариант ремонта гидроцилиндров – наиболее простой и экономичный. Во внутреннюю полость цилиндра устанавливается шаблон, предварительно обработанный разделителем с центрирующей шайбой. После чего (снизу-вверх) в отверстие нагнетается полимер (применяется для глухих цилиндров). Версия может использоваться и в цилиндрах без днища (применяют не одну, а пару центрирующих шайб для его выставления). Смотрите схему выше
- Во втором случае ремонт гидроцилиндров предусматривает выполнение заливки до установки шаблона. А затем шаблон с контролем вертикального положения по индикатору опускается в цилиндр до упора в днище. Металлополимер вытесняется через контрольные отверстия в центрирующей шайбе.
- В третьем варианте шаблон продольно режется на 4 равные части.
В процессе предварительной расточки, выполняемой при ремонте гидроцилиндров, на концах изделия оставляют опорные посадочные пояса для опирания шаблона. Поверхность обезжиривается. Затем на неё наносится материал и формируется необходимая поверхность одной из 4 частей шаблона (с применением струбцин). Далее используются оставшиеся части шаблона. Швы, формируемые между ними, устраняются вручную.
- Есть ещё один вариант, исключающий необходимость использования шаблона и его центровки. Упомянутый выше полимер наносится с избытком на предварительно расточенную поверхность гидроцилиндра, закреплённый в шпинделе станка. Вращение на малой скорости обеспечивает его равномерное распределение по всей поверхности. После завершения полимеризации проводится повторная расточка и шлифовка до номинала.

Царапина на зеркале гидроцилиндра разделана 
Задир на зеркале гидроцилиндра заполнен полимером 
Задир отполирован 
Множественные задиры на штоке 
Шток восстановлен 
После ремонта шток установлен
Отзывы:

Оставить заявку