Существует много методов ремонта посадок (фиксации подшипников) на валу либо в гнезде. Применяют напыление, наплавку/проточку, прокладку из фольги или металлической полосы. Раньше кернили поверхность вала или гнезда. Ниже коротко расскажем о технологии, которая дает 100% результат. Посадка становится прочнее чем горяче-прессовая.
Применяют два основных вида материалов для этих целей. Технологии отличаются:
- Однокомпонентные анаэробные составы на основе метакрилатов. Их еще называют фиксаторами цилиндрических соединений.
- Двухкомпонентные полимеры холодного отверждения с металлическими и керамическими наполнителями. В обиходе имеют названия: жидкий металл, металлополимер, холодная сварка, эпоксид с порошком и т.д.
В первой части рассмотрим ремонт анаэробными составами
Анаэробными материалами можно зафиксировать (вклеить) подшипник на поврежденном валу, исправить (усилить) посадку, посадить новый подшипник, если зазор между валом и подшипником (между любым соединением типа «вал-втулка») составляет от 0 до -0,5 мм на сторону. Металлополимерами посадка восстанавливается, когда зазор составляет более 0,5 мм на сторону. Иногда применяют оба метода в паре. Анаэробы весьма успешно используются не только при ремонте, но и при сборке очень ответственных новых узлов.
Как работают анаэробные фиксаторы?
Анаэробный материалы работают при выполнении двух условий:
- Отстутствие кислорода;
- Присутствие ионов металла.
Эти два условия достигаются за счет малых зазоров между деталями. Когда клей попадает в малые зазоры, то :
1. Прекращается воздействие атмосферного кислорода;
2. Ионы активных металлов катализируют процесс полимеризации.
В результате этой анаэробной реакции получается очень прочная твердая структура со сшитыми полимерными цепочками.
Активные металлы это: чугун, сталь, медь и медные сплавы. На пассивных металлах отверждение также будет, но очень медленное. Можно ускорить без ущерба для качества специальными активаторами.
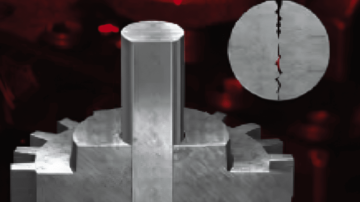
Любая вал-втулочная посадка работает за счет сил трения. Для этого сопрягаемые поверхности тщательно готовятся. Но даже при очень тщательной подготовке деталей сопряжение поверхностей не превысит 40% из-за микронеровностей, видимых только при сильном увеличении. Современные технологии обработки металлов не позволяют добиться лучшего результата или получается слишком дорого. Смотрите иллюстрацию ниже.
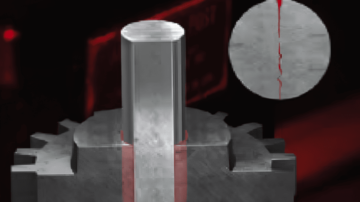
Анаэробные клеевые фиксаторы позволяют это сделать: материал затекает в зазоры, заполняет все микронеровности и приклеивается с большой силой к поверхностям. Сам анаэробный материал после полимеризации превращается в твердый полимер. Таким образом достигается 100% сопряжение деталей, кроме этого, адгезия полимера к поверхностям значительно упрочняет соединение. Предельное усилие на «срыв» получается достаточно высокое и значительно превышает усилие на срыв (сдвиг) даже при горяче-прессовой посадке.
Прочность такой посадки зависит в первую очередь от сопрягаемых материалов и площади склейки. Чем больше площадь склейки, тем больше усилие на сдвиг (срыв). Очень часто возникает вопрос, какое усилие понадобится для снятия подшипника, можно ли снять подшипник съемником? Это усилие может определить каждый слесарь, достаточно заглянуть в техническую информацию на фиксатор. Там обязательно должно быть указано усилие на срыв (сдвиг). По каждому виду фиксатора это усилие определяется опытным путем в лаборатории фирмы изготовителя при определенных стандартами условиях.
Пример расчета усилия на сдвиг (срыв)
- Посадка сталь+сталь, зазор до 0,3 мм на сторону, используем Loctite 638.
- D — диаметр вала 200 мм, L — длина посадки 100 мм.
- Считаем площадь склейки (посадки)= π * D* L =3,14 * 200 мм * 100 мм= 62800 мм2
- По ТДС смотрим усилие на срыв, оно равно на стали 25 н/мм2 = 2,5 кг/мм2
- Усилие срыва по всей посадке будет = 2,5 кг/мм2 *62800 мм2 = 157000 кг = 157 тонн.
- Точность расчета может отличаться не более чем на 10%, так как к формуле есть специальные поправки и материалы бывают разные. Однако, и это позволит достаточно уверенно выбрать нужный материал.
Пример из практики
Ведущий вал пресса горячего прессования торфа: в местах посадки подшипников 3640 и 3656 прослаблены шейки (диаметр 200 мм и 280 мм), образовавшиеся зазоры 0,15 мм и 0,35 мм соответственно.
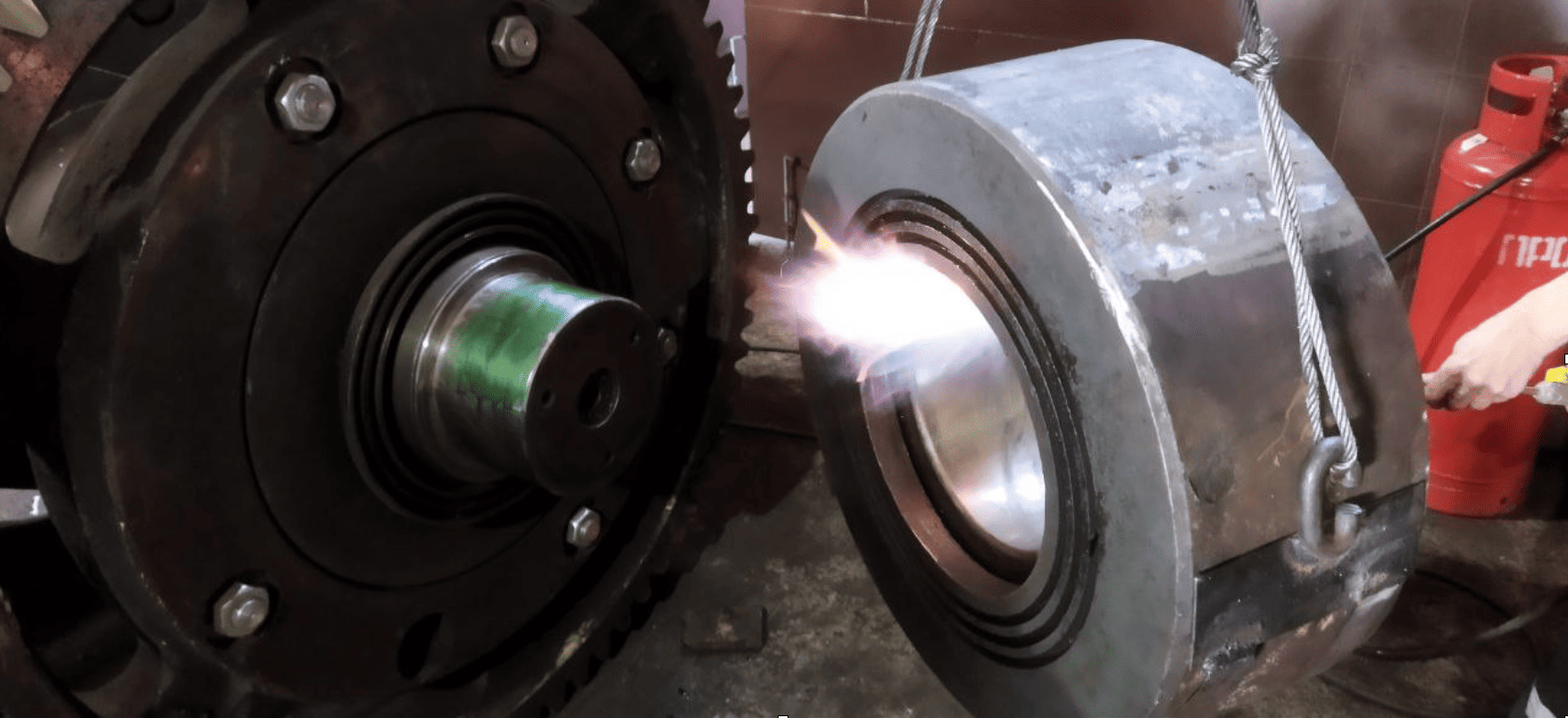
Исходя из условий эксплуатации и сборки применяем на горячую — медленный вал-втулочный фиксатор Loctite 620 высокой степени фиксации с термостойкостью +230 °C.
- Материал наносится на вал;
- Втулка (подшипник) разогревается;
- Подшипник горячим одевается на вал.

Посадка работает безупречно в течение 4 лет. Плановая замена подшипников, заказчик вызывает нас – снимаем старые подшипники при помощи местного нагрева и устанавливаем новые таким же методом.
Подбор материала осуществляется
По величине зазора: при зазорах до 0,15 мм обычно применяются низковязкие вал-втулочные фиксаторы (от 125 до 2000 мПа·с). Если зазор больше 0,15 мм, то используются составы с вязкостью более 2000 мПа·с. Обычно производитель указывает для каких зазоров использовать фиксатор, лучше прислушаться к изготовителю.
По термостойкости: большинство вал-втулочных фиксаторов эффективны при нагреве до 150 °C. Если требуется стойкость к более высоким температурам, то есть высокотемпературные составы (до 230 °C). Например, Loctite 620.
По прочности соединения вал-втулочные фиксаторы бывают:
— высокой прочности для неразборных соединений (в случае затруднений с разборкой соединения можно применить местный нагрев феном, горелкой)
— средней и низкой прочности для соединений, требующих демонтажа/разборки.
По времени полимеризации: начальная (технологическая) прочность у материалов Loctite может быть от 3 минут до 80 минут, то есть для длительного монтажа и юстировки необходимо выбирать материал с большим начальным временем фиксации. После окончания этого времени юстировка нарушит клеевое соединение — результат будет хуже.
Подготовка поверхностей и нанесение материала
- 1. Для достижения наилучшего результата сопрягаемые поверхности (как внешние, так и внутренние) необходимо очистить и обезжирить при помощи очистителей и дать им высохнуть.
- 2. Если поверхность изготовлена из неактивного металла или скорость полимеризации слишком мала (бывает из-за низких температур) либо большой зазор, нанесите активатор 7649 и дайте высохнуть.
- 3. Для сборки соединения с зазором, нанесите клей вокруг переднего края вала и внутрь втулки, для обеспечения более полного покрытия. Соберите деталь, распределив продукт в сопряжении вращением вала относительно втулки.
- 4. Для сборки соединения с натягом, тщательно нанесите клей на обе склеиваемые поверхности и соберите деталь применяя сильное сжатие.
- 5. Для сборки тепловой посадкой клей наносится на вал, затем необходимо нагреть втулку для обеспечения достаточного зазора для сборки.
- 6. Детали не должны подвергаться механическим нагрузкам до достижения достаточной прочности продукта.
В следующей части рассмотрим восстановление посадок металлополимерами.
Заключаем договоры и выполняем такие работы с выездом на предприятие, даем гарантию.
Реализуем вал-втулочные фиксаторы от различных производителей: Loctite, Marston-Domsel, ALTACK и др.
Металлонаполненные составы Diamant, Loctite и др.
Обучаем ваш персонал при покупке материалов у нас.
Подберем для Вас продукт оптимальный по цене и качеству.